Most stretch wrap problems aren’t stretch wrap problems.
They’re containment force problems.
The load shifted in transit, the film tore at the corner, the pallet arrived looking like it lost a fight…and somewhere in the post-mortem, someone shrugs and says “Maybe we need better film.”
But more often, the film was fine. The settings weren’t.
Containment force is the single most important variable in stretch wrapping, and it’s one of the least understood. If you’re running a stretch wrapper right now — manual, semi-automatic, or fully automatic — there’s a reasonable chance it’s set wrong.
Not catastrophically wrong. Just quietly wrong, in a way that’s costing you damaged freight, film waste, or both.
Here’s what containment force actually is, how to measure it in the field, and how to dial it in for the loads you’re actually wrapping.

What Containment Force Actually Measures
Containment force is the inward pressure the stretch film exerts on your load. It’s measured in pounds per linear inch (PLI) at the point of contact. It is not the same as film tension. It is not the number of wraps. It is not how tight the film looks.
You can wrap a pallet six times with high-tension film and have inadequate containment force if the pre-stretch setting is wrong. You can also achieve excellent containment force with fewer wraps if the machine is calibrated correctly. The relationship between tension, pre-stretch percentage, and wrap pattern is what determines containment force.
Changing any one of those variables changes the outcome.
Why does this matter? Because containment force is what actually holds your load together when a forklift driver takes a corner too fast, when a truck hits a bump at highway speed, or when your pallet sits on the bottom of a floor stack with 2,000 pounds on top of it. Film that looks tight isn’t necessarily doing its job. Film that’s properly set almost always is.
The industry benchmark most engineers reference comes from the Packaging Machinery Manufacturers Institute (PMMI) and load stability research from groups like ISTA: most stable pallet loads require between 20 and 30 PLI of containment force at the mid-load point. Heavy or unstable loads often need more. Light or uniform loads can get by with less. But very few warehouses have ever measured theirs.
The 3 Most Common Mis-Settings We See in the Field
In conversations with operations teams across North Carolina, South Carolina, and Virginia, the same three mistakes come up over and over.
1. Pre-stretch set too low. Pre-stretch is the percentage the film is elongated before it contacts the load. A machine set at 150% pre-stretch turns 100 feet of film into 250 feet — which is where the economics of machine wrap come from. But many machines ship with pre-stretch set conservatively, and nobody adjusts it. Low pre-stretch means you’re using more film per pallet than you need to, and often achieving less containment force than you think, because un-stretched film relaxes after application.
2. Force-to-load set too high on light loads. The instinct is to wrap tighter. Tighter feels safer. But over-wrapping a light or crushable load — think cereal boxes, bagged products, anything with a low compression tolerance — can cause more damage than under-wrapping. Crushed corners, deformed cases, and product damage at the top of the load are often containment force problems in disguise.
3. Inconsistent wrap patterns across shifts. Semi-automatic and manual wrap stations are especially vulnerable to this. One operator wraps four layers at the base and two at the top. The next wraps three everywhere. The result is a quality control problem that looks like a film problem or a load design problem — and it never gets traced back to the root cause.
How to Test Containment Force in 5 Minutes
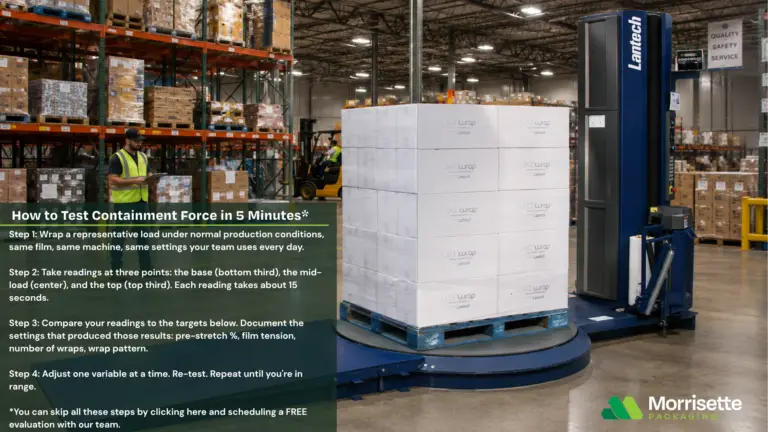
Step 1: Wrap a representative load under normal production conditions — same film, same machine, same settings your team uses every day.
Step 2: Take readings at three points: the base (bottom third), the mid-load (center), and the top (top third). Each reading takes about 15 seconds.
Step 3: Compare your readings to the targets below. Document the settings that produced those results: pre-stretch %, film tension, number of wraps, wrap pattern.
Step 4: Adjust one variable at a time. Re-test. Repeat until you’re in range.
Most operations teams that run this test for the first time find their mid-load containment force is 30–40% below where it should be. The fix is usually a pre-stretch adjustment, not a film upgrade.
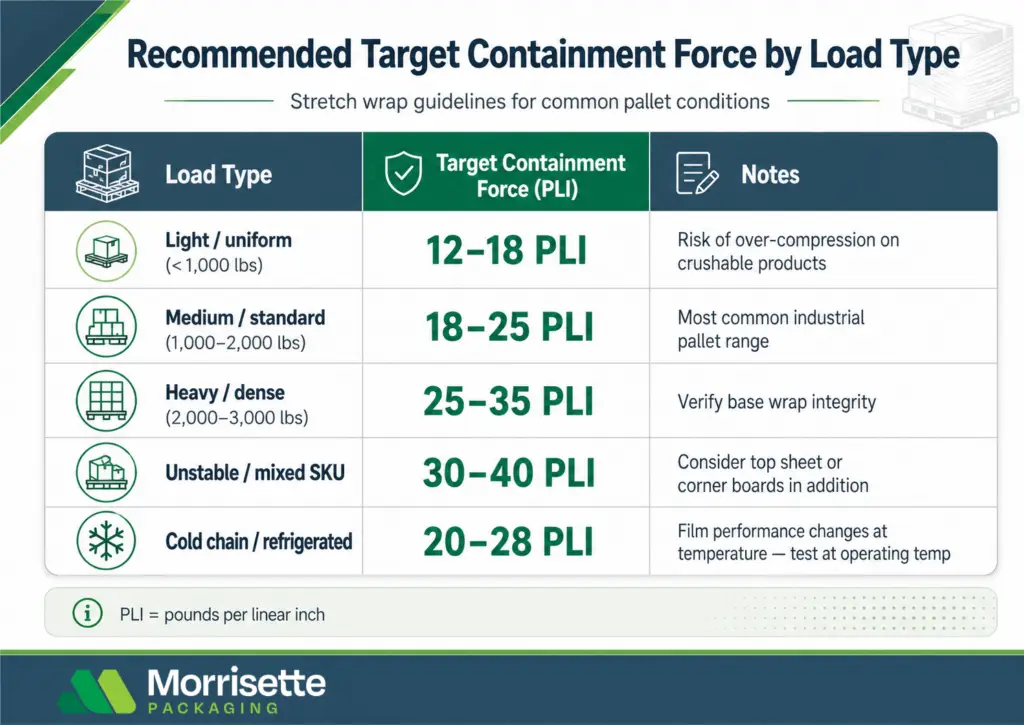
Recommended Containment Force Ranges by Load Type
These are working benchmarks based on industry research and field application.
Your specific load characteristics — weight distribution, case compression strength, transport mode — may call for adjustment. We can help you decide exactly what those adjustments should be. Just schedule a free consultation with a Morrisette Packaging Specialist today.
One note on cold chain packaging: film mechanical properties shift meaningfully below 35°F. If you’re wrapping in a refrigerated environment or wrapping loads that will spend time in cold storage, your room-temperature containment force settings may not hold. Test in condition.
Pre-Stretch vs. Machine Wrap vs. Hand Wrap — What Changes
The containment force equation looks different depending on how you’re wrapping.
Hand wrap offers the least consistency and the least pre-stretch — typically 10–20% at best, even with a hand wrap dispenser. For low-volume operations with light, stable loads, it’s workable. For anything with meaningful transit stress, hand wrap is a containment force liability. Packaging automation that eliminates hand wrapping typically pays back in reduced damage claims within 12–18 months on loads over 40 pallets per day.
Semi-automatic stretch wrappers introduce consistency but require operator discipline on settings. The machine controls pre-stretch; the operator controls wrap count and pattern. This is where the shift-to-shift inconsistency problem lives. A simple laminated settings card posted at the machine eliminates most of it.
Fully automatic stretch wrappers remove the operator variable entirely. Pre-stretch, tension, wrap pattern, and cycle count are programmed and consistent. For high-volume operations — particularly in food and beverage, where packaging line efficiency directly affects throughput — fully automatic wrap is the baseline, not the upgrade.
If you’re evaluating a move from hand wrap or semi-auto to automatic, the containment force consistency improvement alone often justifies the capital cost before you factor in film savings and labor reduction. Morrisette’s automation team works with manufacturers and distributors across NC, SC, and Virginia on exactly these assessments — and the free coffee and consultation is a real conversation, not a sales pitch. To see the difference fully automatic wrapping makes in a real facility, read how Morrisette helped BD implement the Lantech LeanWrap to eliminate inconsistency at the end of their packaging line.
A Note on Film Gauge and Pre-Stretch Economics
One more variable worth understanding: film gauge and pre-stretch interact directly with your cost per pallet. A thinner film at higher pre-stretch often outperforms a heavier gauge film at lower pre-stretch — both in containment force and in cost. The shift from 80-gauge to 60-gauge nano film with pre-stretch at 250–300% is one of the more consistent cost-reduction opportunities in stretch wrap, and it’s underutilized because it requires recalibration that most operations never schedule.
If you want to explore packaging product options, including film grades, gauges, and the machine settings that go with them.
We would love to learn more about you, your goals and what we can do to help make every day better. Click here to schedule a time for a free coffee and consultation at your location with one of our Packaging Specialists.
Stretch Wrap FAQ
Q: What is a good containment force for a standard pallet?
MP Answer: For most standard industrial loads between 1,000 and 2,000 pounds, a mid-load containment force of 18–25 PLI is a reliable target. Heavier or unstable loads typically need 25–35 PLI.
Q: How do I measure containment force without a meter?
MP Answer: You can’t measure it precisely without a meter, but you can do a functional test — the “push test” — by pressing your palm firmly against the mid-load film and noting resistance. It’s a rough proxy, not a measurement. For any meaningful quality control, a handheld containment force meter is the minimum tool.
Q: What pre-stretch percentage should I use?
MP Answer: Most modern stretch wrappers perform well at 200–250% pre-stretch. Start at 200% if you’re recalibrating and measure containment force before adjusting further. Higher pre-stretch reduces film cost per pallet but requires film with sufficient elongation capacity — confirm with your film supplier before going above 250%.
Q: Can over-wrapping damage my products?
MP Answer: Yes. Excessive containment force on low-compression-strength loads — bagged products, loose-fill cases, lightweight consumer goods — can cause case crushing, deformation, and product damage. More wraps is not always better.
Q: How often should I re-test containment force?
MP Answer: Any time you change film suppliers, switch film grades or gauges, adjust machine settings, or add a new load configuration to your line. For high-volume operations, a quarterly audit is a reasonable minimum.